Carbonized organic composites have fabrication procedures that are similar to those of conventional fiber-reinforced, resin-laminating techniques. The starting material is usually a prepregged fabric or yarn. These precursor materials are staged nominally at about 100C to achieve the desired degree of tack and flow of the resin. A laminate is then constructed and cured under pressure to compact the stack-impregnated fabric. Curing temperatures normally range from 125C to 175C with curing pressures on the order of 2.76Mpa. The reinforced resin laminate is then postcured at 200C to 275C. As pyrolysis is initiated, shrinking occurs as the organic phase decomposes. Simultaneously, the release of these volatile by-products is required to minimize structural damage to the char. Finally, as higher temperatures are reached, thermal expansion of the carbon char itself occurs after pyrolysis is complete. After the initial carbonization, the material is then subjected to a series of reimpregnation
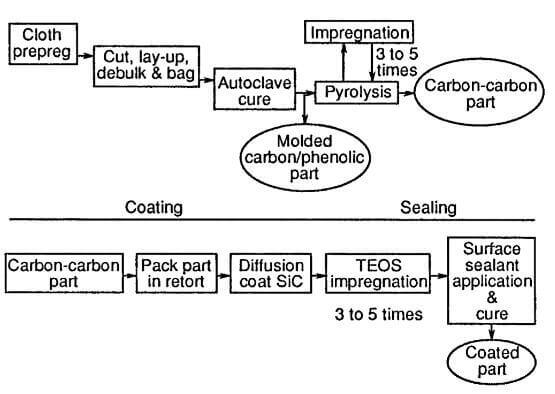
Fabrication steps involved in manufacture of 2D CC part TEOS.
and carbonization cycles until the desired density or the maximum density is achieved. The reimpregnation process is usually conducted under vacuum and pressure to aid in maximizing the pore filling. If graphitization is desired, the high-temperature heat treatment may be used after each carbonization step or at the end of the reimpregnation and recarbonization cycles.
To summarize, a typical manufacturing cycle of a 2D CC part is shown in figure 10. First, a woven graphite fabric that is preimpregnated with phenolic resin is laid-up as a phenolic-graphite laminate in a mold and is autoclave-cured. Once cured, the part is pyrolyzed to form a carbon matrix surrounding the graphite fibers. The part is then densified by multiple furfural alcohol reimpregnations and pyrolyzations. The resulting CC part then is ready for use in inert or vacuum environments. The process is very time-consuming. A single pyrolysis may take >70 hr in a low-remperature, inert-atmosphere furnace.
Although CC materials can withstand temperatures >3000C in a vacuum or in an inert atmosphere, they oxidize and sublime when in an oxygen atmosphere at 600C. To allow for use of CC parts in an oxidizing atmosphere, they must be compounded with materials that produce oxidation-protective coating through thermochemical reaction when oxygen at >2000C or they must be coated and sealed to protect them. For applications such as the Space Shuttle, CC leading edges and nose caps, surface are converted to silicon carbide in a high-temperature diffusion-coating process. Because of differences in thermal expansion between the silicon carbide and the CC part, the coating develops microcracks when the part is cooled from the coating temperature. To maintain oxidation protection on space vehicles such as the Space Shuttle, cracks are impregnated with tetraethylorthosilicate(TEOS). The TEOS process leaves silica in all of the microcracks, greatly enhancing the oxidation protection of the CC substrate. Current improvements being developed for oxidation protection of the CC Space components are additions of low-temperature glass formers that enhance the sealing capability of the existing coating-TEOS system.